Advantages of Light Cure Adhesives in an Evolving Medical Tubing Landscape

Medical Tubing Market Dynamics
Most market research firms expect the medical plastic tubing market to exceed $10 billion in revenue by the year 2025 with compound annual growth rates at over 9%. Similarly to almost all other medical devices, the growing consciousness surrounding hospital acquired infections and the concern about spreading said infections is driving the demand for the use of disposable – or single use – tubing assemblies. Additionally, the requirements for medical tubing performance are evolving. Materials and assembly processes are becoming even more cost competitive, new regulations around commonly used solvents for assembly are highlighting the materials’ toxicity and requirements around tighter tolerances and higher flexibility are driving development on the plastic substrate front.
Historically speaking, Polyvinyl Chloride (PVC) has been the material of choice for medical tubing and solvent bonding has been the favored process for assembling medical tubing and connectors. PVC offers a host of benefits including relatively lost material cost, high optical clarity, strong chemical resistance, high tensile strength, excellent resistance to kinking and compatibility with most sterilization processes. Solvent bonding is an assembly method in which multiple pieces of plastic can be joined using a strong solvent. The solvent temporarily softens the plastic material allowing the surface molecules of the plastic material to mix, forming a permanent seal once the solvent evaporates.
The industry standards of yesterday, PVC materials and solvent bonding assembly processes, face growing backlash due to inherent limitations in performance in today’s world. In order to increase flexibility of PVC, phthalate-based plasticizers are typically added to the polymer composition and can account for up to 1/3 of the total material. In contrast, public acceptance of phthalates has sharply declined making it undesirable as a raw material for medical applications. Meanwhile on the assembly side, solvents pose clear environmental risks and have certain performance limitations. Across the globe countries are increasing the regulatory compliance burdens for the use of solvents – limiting the production volumes allowed for use and increasing the amount of safety constraints required on the production floor. Additionally, aggressive solvents cause performance issues such as stress cracking of some rigid plastics and contamination concerns from solvent that may not fully evaporate. As medical device manufacturers analyze the regulatory costs of solvent bonding, it is clear the costs are beginning to outweigh the process values.

TPE and Adhesives
Cutting edge requirements for medical tubing are driving the development of new materials. Tubing assemblies need to be more flexible, have the ability to be extruded and assembled to much tighter tolerances and need high chemical resistance to cleaning agents and exotic pharmaceuticals. Advances in Thermoplastic Elastomers (TPE) materials now provide PVC-like performance in terms of clarity, tensile strength, flexibility and resistance to chemicals/sterilization. Additionally, TPE materials have a low extractable level and they are recyclable. TPEs are a class of copolymers – a mix of various polymers – that are compounded to improve material performance by maintaining both thermoplastic and elastomeric properties. Manufacturing processes have evolved to the point where thin-walled, flexible TPE tubing can be reliably produced at reasonable prices. Medical device designers are able to now eliminate the undesirable phthalate-laden PVC without sacrificing any material performance when switching to TPE – commonly even surpassing the performance previously obtained with PVC.
Similarly, medical device manufacturers are gaining process advantages by switching from solvent bonding to adhesives. Common benefits being realized from switching to light cure adhesives include:
• High bond strength between the dissimilar substrates found in many medical tubing assemblies
• Cure on demand allowing unlimited component adjustment before setting the bond point
• Elimination of stress cracking commonly found in solvent bonding
• Addition of fluorescence to the adhesive bondline for improved quality inspection and control
• Reduction of contamination caused by residual films left from evaporated solvent or solvent trapped between rigid fittings and flexible tubing
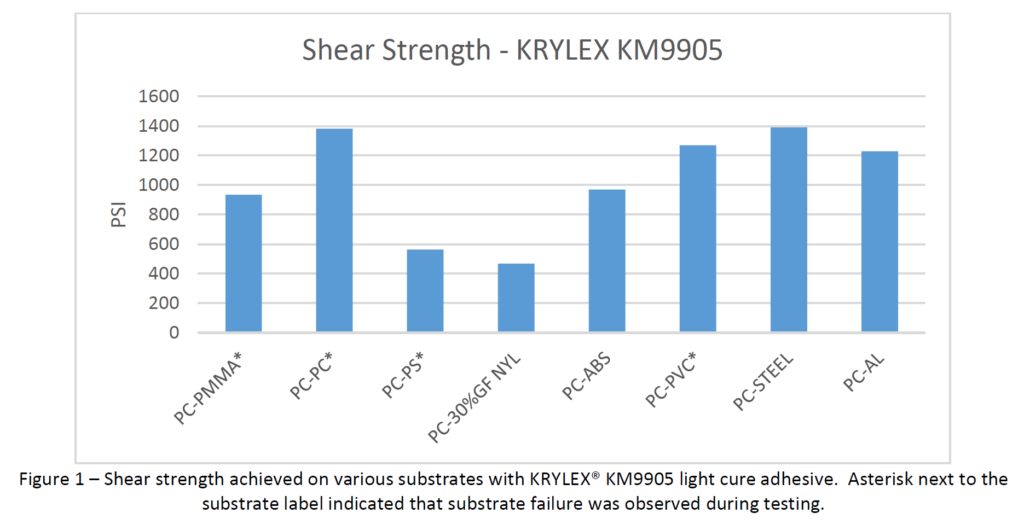
Solvent bonding generally works best with the same or very similar substrates – for example, flexible PVC tubing to rigid PVC connectors. Newer medical tubing assemblies are designed with a mix of various plastics. The device may feature TPE tubing connected to an ABS spoke or to a PC luer-lock connector. There may be mixes of tubing substrates, metals and plastic connectors. Where a mix of plastics would be a problem for solvent bonding, light cure adhesives easily deliver the required bond strength across a variety of substrates. Light cure adhesives can also provide strong bonds between plastics and metals when needed. Figure 1 below shows the shear strength on various materials using Chemence’s KRYLEX® KM9905 light cure adhesive.
Figure 1 – Shear strength achieved on various substrates with KRYLEX® KM9905 light cure adhesive. Asterisk next to the substrate label indicated that substrate failure was observed during testing.
The light cure adhesive process allows for curing on demand. With most light cure adhesives full light curing is often completed within seconds. However, the process doesn’t start until the adhesive is exposed to a light of the appropriate wavelength and intensity. This means line workers have unlimited time to adjust the parts before setting the bond. Once cure is complete, the part can immediately move to the next step in the manufacturing process and doesn’t require post-processing or racking time. Because light cure adhesives cure completely via exposure to light, there is no need to let the part rest to ensure full cure and off-gassing as is necessary in a solvent bonding process. Additionally, all KRYLEX® light curing adhesives are formulated to be 100% solids in composition, reducing the risk of plastic substrates stress cracking as is common with solvent bonding. Finally, many light cure adhesives feature fluorescing technology. When exposed to low-intensity 365nm light or a standard black light, the adhesives will visibly change color in the bondline. This allows for quick, visual confirmation of adhesive placement, reducing scrap and improving quality control on the production floor.
Summary
The medical tubing market is growing at high rates while undergoing a dynamic transformation away from legacy materials and assembly methods. While PVC and solvent bonding still play a critical role in the manufacturing of medical tube set assemblies, various performance and regulatory issues are driving medical device manufacturers to find alternative solutions. One of the leading material substitutes for PVC is the wide range of TPEs available in the market including PEBA, SEBS and TPU. Because solvent bonding typically works best on substrates that are the same, manufacturers are turning toward adhesives to ensure strong bonds between differing, exotic substrates. The KRYLEX® line of light cure adhesives provides several benefits over solvent bonding including high bond strength of multiple substrates, cure on demand, bondline fluorescence for on part inspection and reduction in stress cracking and contamination. All of these benefits are available to manufacturers while still providing the reassurance that our products have been tested and passed several aspects of the ISO10993 requirements for biocompatibility.
April 29, 2021
Krylex